面向深盲孔内壁喷涂的机器人内孔自动对中系统结题报告
本报告系统总结机器人内孔自动对中系统的研制与建设成果。面向大长径比深盲孔内壁喷涂作业,系统以六轴工业机器人为运动平台,在其末端有机集成面向内孔与喷枪的三维测量硬件,并由高性能图形工作站承载的主控软件与三维算法统一驱动,将测量、解算、补偿与喷涂联动贯通为一条连续工作流,实现喷涂作业中喷枪相对内孔轴线的高精度自动对中。机器人平台、末端对中测量硬件、主控软件与三维算法并非彼此独立的要素,而是围绕同一对中任务深度耦合、协同闭环,共同构成一个连贯、稳定、可在产线节拍内可靠运行的有机整体。
喷涂作业中,内壁涂层的均匀与批次的一致,系于喷枪轴线与内孔轴线的同轴程度;而深孔遮挡、孔外测量、高精度对正与严格节拍,又使精准对中成为难度集中的关键环节。系统据此建立起全程位于孔外、非接触、高精度且满足产线节拍的自动对中能力,从源头保障内壁喷涂的质量与一致性。目前,机器人平台与变位机已安装于车间,末端对中测量硬件与模拟喷枪工装已交付并安装到位,主控软件全部功能均已实现,第三方检验已完成、系统验收已通过,各项指标满足既定要求。本报告即围绕系统的总体方案、软硬件设计与三维算法、现场集成、测试验收及核心创新,对这一成熟工程成果作系统性阐述。
一、项目概述与系统总体方案
本系统是一套面向大长径比深盲孔内壁喷涂作业的机器人内孔自动对中系统。它以六轴工业机器人为运动平台,在末端有机集成末端对中测量硬件,由高性能图形工作站承载的主控软件与三维算法统一驱动,实现喷涂作业中喷枪相对内孔轴线的高精度自动对中。机器人平台、末端对中测量硬件、主控软件与三维算法围绕同一对中任务紧密耦合、协同闭环,构成一个完整、连贯、可在产线节拍内稳定运行的工程整体。
1.1 项目背景与目标
在大长径比深盲孔内壁喷涂中,工件内孔直径介于 100–200 mm、深度不小于 1100 mm,喷枪须沿孔轴线深入孔内施喷。内壁涂层的均匀性高度依赖喷枪轴线与内孔轴线的同轴程度:两轴线一旦存在偏移或夹角,孔壁周向涂层厚度即随之失衡,直接影响产品质量与批次一致性。因此,在喷涂开始前把喷枪精准对正至内孔轴线,是保证喷涂质量的前提性环节,也是本系统所要解决的核心问题。
该环节的工程难度集中体现在四个方面。其一为深孔遮挡:孔深远大于孔径,孔内空间狭长、光线难入、视线易被孔口与孔壁遮挡,常规测量手段难以稳定获取孔内几何信息。其二为孔外测量:出于防碰撞与防污染的要求,全部相机、光机、轮廓传感器及其防护件在测量全程必须位于工件外部、不进入内孔,须在孔外完成对孔内轴线的重建。其三为高精度对正:对正误差须控制在 φ0.5 mm 级,对测量、解算与机器人补偿的全链路精度提出严格要求。其四为节拍约束:对正须在数十秒内完成,单次测量—解算—补偿闭环须在秒级周期内收敛,对系统实时性构成强约束。本系统正是针对上述难点,建立起一套孔外、非接触、高精度且满足产线节拍的自动对中能力。
1.2 总体技术路线
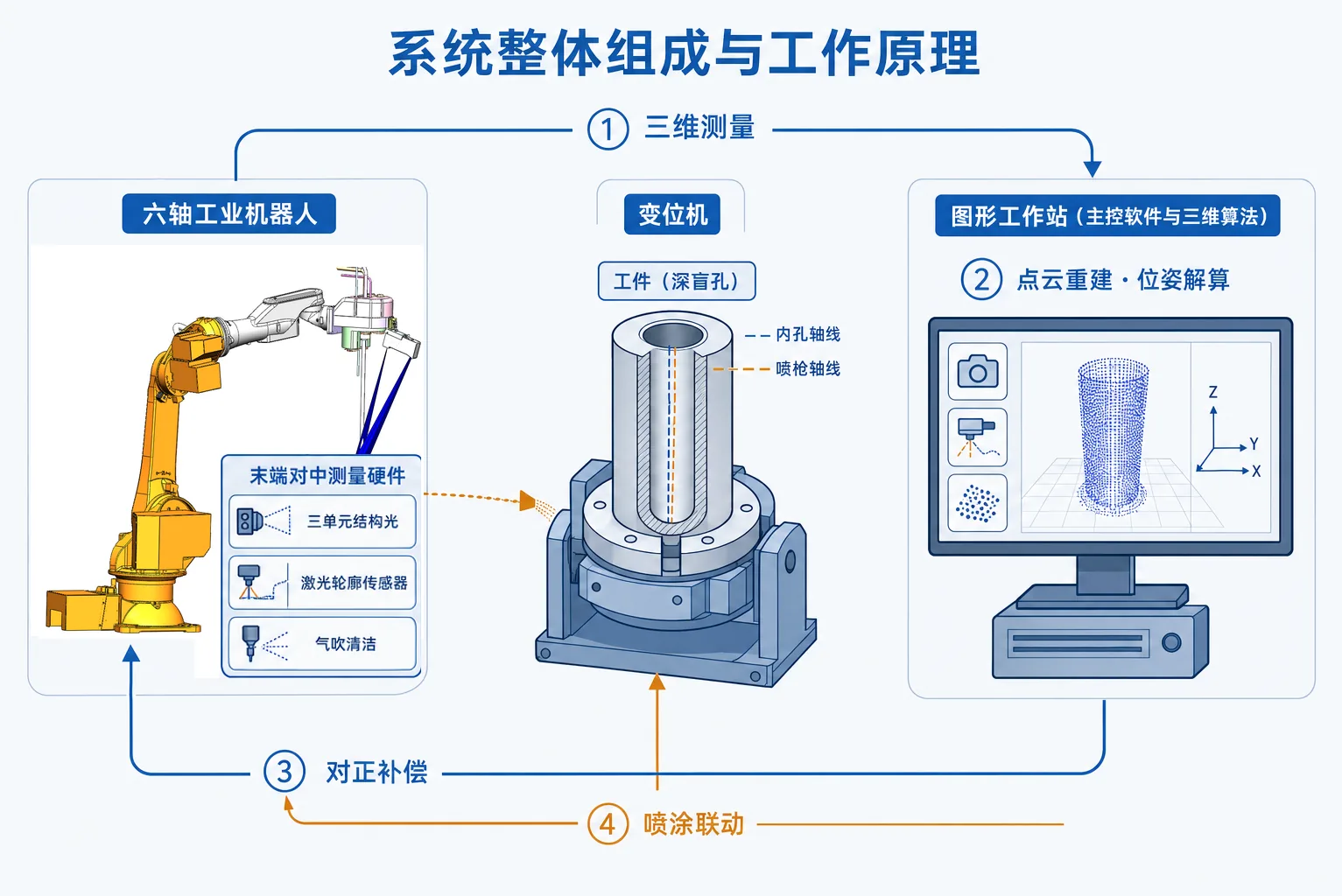
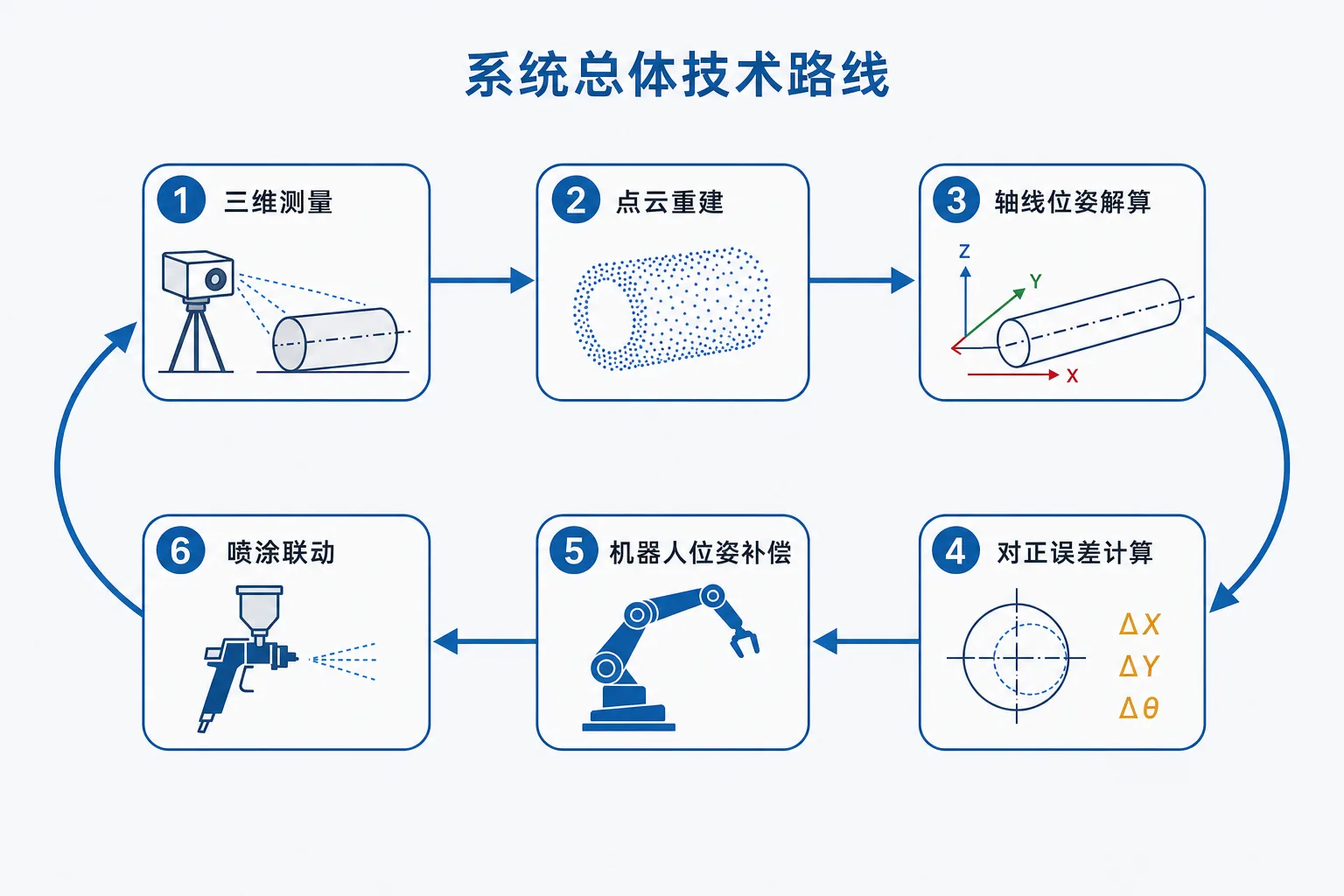
系统以"测量—解算—补偿—联动"的闭环为主线,将硬件感知与软件控制贯通为一条连续工作流。机器人平台搭载末端对中测量硬件运动至测量位姿后,对内孔与喷枪分别实施三维测量;测量数据经点云重建,在统一坐标系下生成稠密三维点云,并据此拟合解算内孔轴线与喷枪轴线的空间位姿;系统进而计算两轴线的对正误差,包括最短距离 d、夹角 θ 与喷枪 TCP 偏置 Δp;主控软件将误差换算为机器人位姿补偿量并下发,机器人执行补偿后系统复测迭代,直至各项判据同时满足、对正收敛;对正通过后,系统输出喷涂许可并与喷涂程序联动,进入施喷监测。整个闭环由主控软件统一编排,全过程在三维对正视口与各类指标卡中实时可视,关键数据同步落盘留痕,实现全程可追溯。
1.3 系统组成总览
作为一个有机整体,系统由相互协同的若干要素集成而成。机器人平台采用六轴工业机器人(埃夫特 ER50-2100,约 50 kg 级手腕负载、约 2.1 m 臂展、可达半径约 2146 mm、重复定位精度达 ±0.06 mm 级)及其控制柜(埃夫特 EC2-M),承担测量位姿调整与对正补偿的精密运动;配套变位机用于装夹工件与工装,并可放置初测专用工装与测试用模拟工件。机器人末端集成对中测量硬件:内孔轴线测量采用三单元结构光,每一单元由一台高分辨率工业相机(博视像元 BC-GM65M12X4)与一台 LCoS 投影光机(深相 DP341)构成,沿孔轴周向均匀布置,按时分复用方式依次采集并在统一坐标系下融合,从孔外重建孔内轴线;喷枪轴线测量采用激光轮廓扫描,由激光轮廓传感器(光图智能 GTC-8100-770)配合微型伺服电缸(因时 LAS16-023D)连续扫描重建喷枪轴线;同时配置气吹清洁管路,对光学窗口与镜头持续气吹清洁与防护,保障成像稳定。为测试系统精度,末端还安装有定制加工的 1.3 m 高精度长杆以模拟真实喷枪枪杆。高性能图形工作站(联想图形工作站,含 NVIDIA RTX Pro 4000 专业级 GPU)承载主控软件与三维算法,统一完成设备驱动、点云生成与融合、轴线拟合、误差解算、闭环编排、人机交互与数据落盘。系统并建立完整的标定与验收数据体系:以双标定板(大凡光学定制,大尺寸玻璃基与小尺寸哑光陶瓷基非对称圆点阵列标定板)完成高精度标定,对对正全过程的指标、点云与曲线统一封装为验收数据包,支撑复核与追溯。上述要素并非彼此独立,而是围绕同一对中任务深度耦合、协同闭环。
1.4 关键能力与既定指标
依托软硬件一体化架构,系统具备孔外非接触测量、深孔轴线重建、高精度对正与产线级快节拍运行的综合能力。系统的设计与验收以一组既定指标为依据:喷枪 TCP 对正误差不大于 φ0.5 mm,对正时间不超过 60 s,单次测量—解算—补偿闭环周期不超过 5 s,自动对正入口偏差不大于 5 mm。这些指标贯穿测量、解算、补偿与喷涂联动全链路,既是系统能力的量化体现,也是后续各环节实施与验收的统一基准。
| 指标项 | 既定要求 |
|---|---|
| 工件内孔直径 | 100–200 mm |
| 工件内孔深度 | ≥ 1100 mm |
| 测量硬件布置 | 全程位于内孔外部,不进入孔内 |
| 对正精度(同轴度) | ≤ φ0.5 mm |
| 对正时间 | ≤ 60 s |
| 单次闭环周期 | ≤ 5 s |
| 自动对正入口偏差 | Φ ≤ 5 mm |
| 喷枪轴线有效扫描段 | 280 mm 有效段覆盖枪杆 700–900 mm 区间 |
| 结构光测量范围 | ROI 200 mm × 200 mm,可重建深度约 100 mm |
| 对正量输出 | 内孔轴线、喷枪轴线、对正误差 d / θ / Δp |
在此总体框架下,系统在测量硬件、三维算法、主控软件与标定验收等方面的工程实现与成果,将在后续内容中依次呈现。
二、实施方案与软硬件成果
在总体方案基础上,本系统的工程实现围绕同一对中任务一体推进:机械与机电设计构筑稳定的硬件承载与无干扰的信号通道,主控软件统驭人机交互与全流程任务编排,三维算法将测量数据逐级转化为可判定、可收敛的对正指令。三者并非彼此独立,而是同一系统在结构承载、运行控制与解算决策三个层面的有机映射,协同支撑测量、解算、补偿与喷涂联动的连续闭环。
2.1 机械与机电设计
本系统采用六轴工业机器人为运动平台,以集成于机器人末端的对中测量总成为感知核心,由主控软件与三维算法统一调度,形成"测量—解算—补偿"的对正闭环;机械本体、末端测量机构与机电电气集成自设计之初即按统一坐标基准、统一刚性支撑与统一时序基准协同规划,构成一套结构紧凑、刚性可靠、可长期稳定运行的硬件基础。机械与机电设计的核心目标,是在大长径比深盲孔内壁喷涂这一受限工况下,为内孔轴线与喷枪轴线的高精度测量提供稳定的几何承载与无干扰的信号通道,并支撑 ≤ φ0.5 mm 对正误差、≤ 60 s 对正时间、≤ 5 s 单次闭环等既定指标的实现。
为便于整体把握,系统主要硬件按技术类别归纳如下。
| 硬件类别 | 品牌型号 | 主要技术规格 | 数量 |
|---|---|---|---|
| 六轴工业机器人本体 | 埃夫特 ER50-2100 | 手腕负载约 50 kg、臂展约 2.1 m、可达半径约 2146 mm、重复定位精度 ±0.06 mm 级 | 1 |
| 机器人控制柜 | 埃夫特 EC2-M | 三相 AC 400 V 供电,含安全互锁与应用层握手输入输出 | 1 |
| 变位机 | — | 装夹工件与工装,可放置初测专用工装与测试用模拟工件 | 1 |
| 结构光工业相机 | 博视像元 BC-GM65M12X4 | 65 MP 全局快门、3.2 μm 像元,运行 ROI 约 21M 等效,CXP-12 × 4,支持外触发硬同步 | 3 |
| 工业定焦镜头 | 长步道 CHIOPT MC8001A | 焦距 80 mm 级、低畸变,工作距离基准约 1.2 m | 3 |
| LCoS 投影光机 | 深相 DP341(BPS2501_DP341) | 1080p 物理分辨率,三色 LED 光源,外触发步进 | 3 |
| 高速图像采集卡 | 博视像元 BO-CXP12X4 | CoaXPress 2.0,4 路 CXP-12 同轴,多卡硬件同步 | 3 |
| 激光轮廓传感器 | 光图智能 GTC-8100-770 | 2K 线激光轮廓一体机,参考工作距离约 770 mm、线视场约 100 mm 级 | 1 |
| 微型伺服电缸 | 因时 LAS16-023D | 直线伺服驱动,位置闭环并输出位置时间戳 | 1 |
| 主控图形工作站 | 联想(NVIDIA RTX Pro 4000) | 专业级 GPU,大容量内存与高速存储,承载主控软件与三维算法 | 1 |
| 工业交换机 | — | 千兆工业级,端口隔离 / VLAN | 1 |
| 模拟喷枪工装 | 定制 | 1.3 m 高精度长杆,模拟真实喷枪枪杆 | 1 |
| 气吹清洁管路 | 定制 | 光学窗口 / 镜头持续气吹清洁与防护 | 1 套 |
| 系统机柜与配电 | — | 不间断电源、24 V 分路、PDU、等电位接地与屏蔽布线 | 1 套 |
机器人运动平台与变位机
系统采用埃夫特 ER50-2100 六轴工业机器人作为运动平台,手腕负载约 50 kg、臂展约 2.1 m、可达半径约 2146 mm、重复定位精度达 ±0.06 mm 级,配套埃夫特 EC2-M 控制柜实现本体驱动、安全互锁与应用层握手。该平台兼具大工作空间与高重复定位能力,可在内孔外部灵活调整末端测量总成的空间位姿,并按解算结果精确执行喷枪相对内孔轴线的位姿补偿。与之配合的变位机用于装夹工件与工装,工作行程内可放置初测专用工装与测试用模拟工件,便于在统一基准下完成标定、测量与精度验证。机器人本体与变位机已在车间完成基础就位与安装。
末端对中测量机构
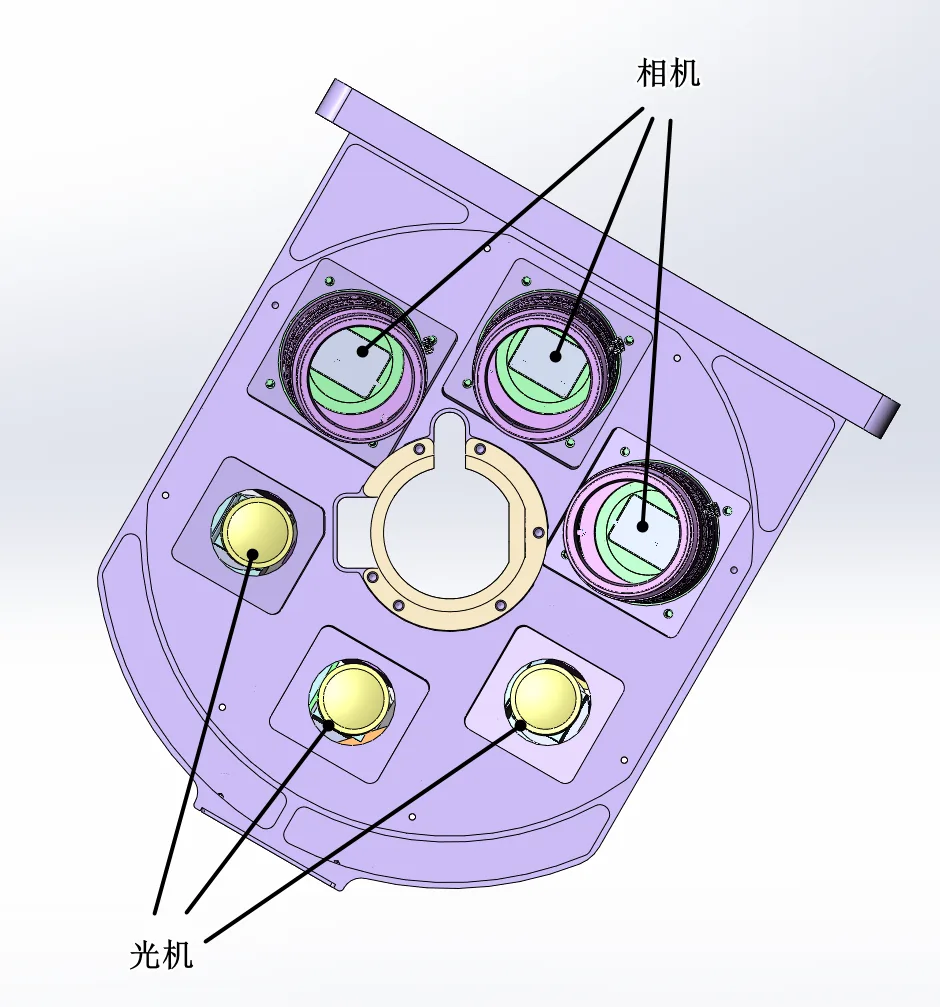
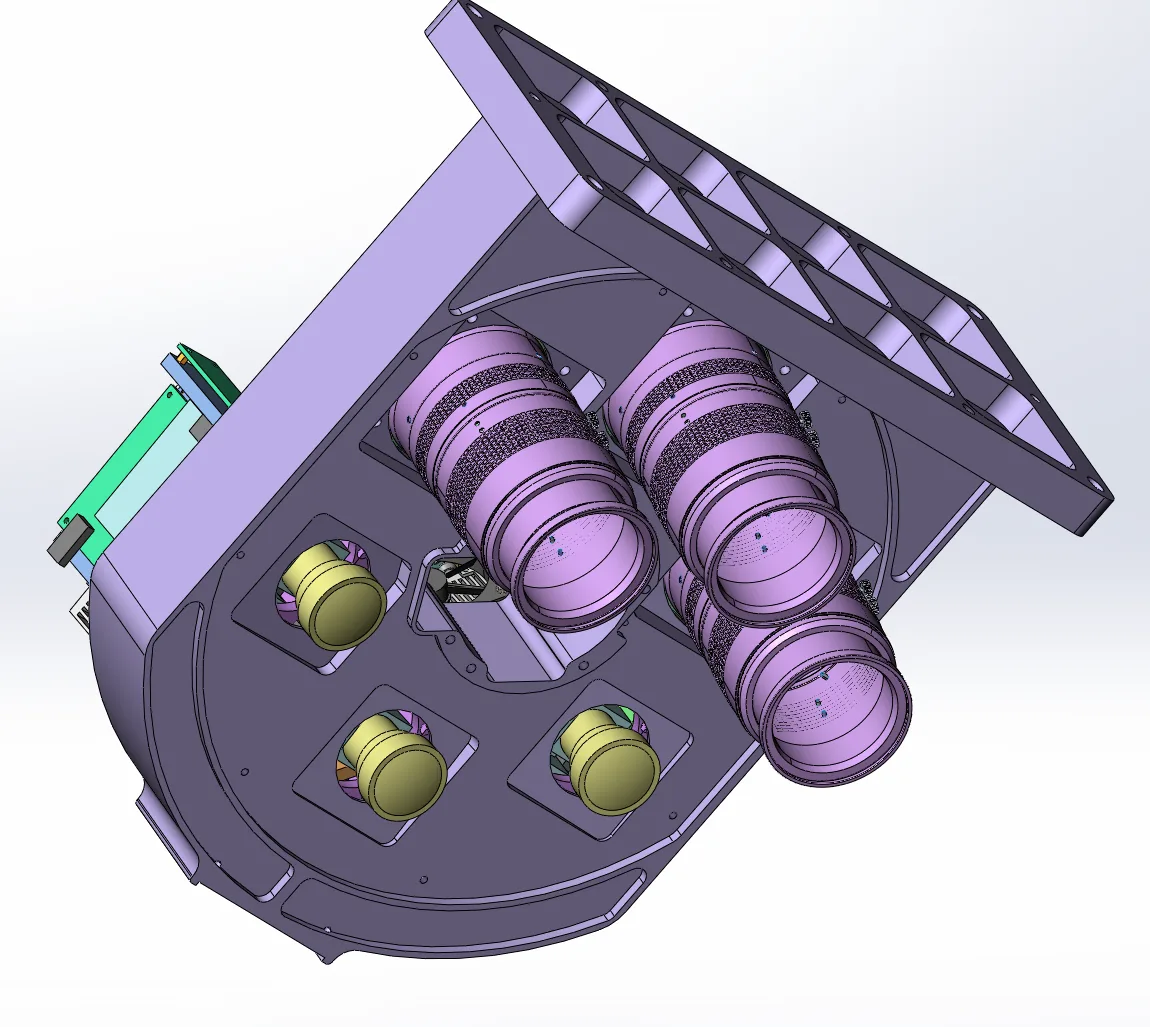
末端测量总成是系统的感知核心,将内孔轴线测量与喷枪轴线测量两类功能在同一刚性结构上一体集成。内孔轴线测量采用三单元结构光机构,每个测量单元由一台高分辨率全局快门工业相机(博视像元 BC-GM65M12X4,65 MP、3.2 μm 像元,配长步道 CHIOPT MC8001A 80 mm 定焦镜头)与一台 1080p LCoS 投影光机(深相 DP341)构成,三个单元以孔轴为中心沿周向 0°/120°/240° 均布,形成互补视角,从根本上消除深孔孔口遮挡造成的测量盲区。测量硬件全程位于内孔外部,不进入孔内。
单测量单元的几何参数经系统论证后确定:单元内夹角 θ 取约 9°、相机与投影主点间基线 B 取约 200 mm、相机光轴相对孔轴偏角 α_cam 取约 6°、投影光轴偏角 α_prj 取约 14°,两光轴交会点设于孔口下方约 100 mm 的孔内中段。该组参数兼顾了三角测量几何强度与深孔可见性:夹角过小会放大测量噪声,过大则加剧远侧壁遮挡并显著增加支架臂长与稳定性成本;取中等夹角并以三单元周向互补加以补偿,可在测量鲁棒性与工程可实现性之间取得平衡。各参数均预留小范围安装微调能力,用于现场吸收交会深度与光轴指向的细微偏差。
| 几何参数 | 设计基准值 | 工程可调范围 |
|---|---|---|
| 单元内夹角 θ | 9° | 7°–12° |
| 相机—投影基线 B | 200 mm | 190–220 mm |
| 相机光轴偏角 α_cam | 6° | 5°–8° |
| 投影光轴偏角 α_prj | 14° | 12°–15° |
| 光轴交会深度 | 孔口下方约 100 mm | 80–120 mm |
喷枪轴线测量采用激光轮廓扫描机构,由激光轮廓传感器(光图智能 GTC-8100-770,2K 线激光一体机,参考工作距离约 770 mm)与微型伺服电缸(因时 LAS16-023D)组合而成;电缸驱动传感器沿枪杆方向连续扫描,以 280 mm 有效段完整覆盖枪杆 700–900 mm 区间,逐轮廓重建并拟合喷枪轴线。电缸内置位置闭环并输出位置时间戳,与轮廓数据在统一时基下对齐,保证扫描重建的一致性与重复性。
为保证测量精度的长期稳定,测量机构整体以高刚性支架承载,相机、投影光机与轮廓传感器均刚性约束于支架基准面,并在结构设计中统筹考虑热漂控制、锁紧重复性与多单元环布的装配一致性,使各单元在长期运行与多次拆装后仍能维持稳定的相对位姿。
末端集成、走线与防护
测量总成通过定制法兰工装与机器人末端法兰刚性对接,借助定位销与螺栓实现高重复性安装;机器人末端法兰中心通孔用于走线穿管,使供电、信号与气路线缆以拖链方式有序引入末端,避免随动过程中的缠绕与应力集中。末端供电经拖链电缆由系统机柜直接送至末端测量装置,手腕侧航插仅承载信号,从源头规避大电流对信号链路的干扰。
针对内壁喷涂作业中漆雾、粉尘对光学元件的污染风险,末端集成了气吹清洁管路,对各相机、投影光机的光学窗口与镜头进行持续气吹清洁与防护,保障长时间作业下成像与投射质量不衰减。测量总成外部配以整体防护结构,对内部光学与电气元件形成遮蔽,兼顾散热与防护。
模拟喷枪精度验证工装
为在不依赖真实喷枪的条件下系统化验证对中精度,系统配套定制加工了一支 1.3 m 高精度长杆作为模拟喷枪工装。该长杆按真实喷枪枪杆的尺度与刚度要求制造,安装于机器人末端,作为喷枪轴线测量与对正闭环的标准被测对象,为激光轮廓扫描重建、两轴线相对位姿解算与对正误差判定提供可重复、可追溯的验证基准。该工装已安装到位。
机电与电气集成
系统的机电与电气集成围绕"高带宽采集、强弱电隔离、可靠互锁"三条主线展开。供电上,系统对机器人平台与测量、计算硬件采用相互独立的配电回路:主控算力与网络设备经不间断电源供电,结构光机构、喷枪扫描机构、输入输出与报警指示则由独立的 24 V 分路分别馈电,各分路独立保护、电流可在线监测。信号与网络上,三台结构光相机各自经高速图像采集卡以同轴链路接入主控工作站,激光轮廓传感器与机器人控制器分别接入相互隔离的视觉采集网段与机器人通讯网段,避免大数据流与控制指令相互干扰。三个结构光测量单元由硬件同步链路建立统一时基,按时分复用方式有序采集,确保同一时刻仅一路投影出光、对应相机硬同步曝光。安全方面,系统与机器人控制柜之间以双通道无源硬线构成急停互锁,并以输入输出握手信号实现测量与喷涂动作的时序联锁。接地与布线遵循等电位连接与屏蔽接地规范,强弱电分槽走线、关键链路加装屏蔽夹与磁环,为高分辨率采集与高速通信提供洁净的电磁环境。主控算力由高性能图形工作站(联想图形工作站,含 NVIDIA RTX Pro 4000)承载,配置专业级 GPU 与大容量内存、存储,满足多路高带宽点云采集与三维解算的实时需求。
安装集成现状
目前,机器人本体与变位机已在车间完成安装就位;以三单元结构光机构、激光轮廓扫描机构、气吹清洁管路为主体的对中测量总成已交付并完整装配于机器人末端法兰;模拟喷枪高精度长杆工装已安装到位;供电、采集、网络与互锁等机电电气链路已完成集成布线与上电联调。整套硬件基础已具备稳定运行条件,为主控软件与三维算法的对正闭环提供了完整、可靠的承载平台,也为后续测量原理与算法的展开奠定了物理基础。
2.2 软件设计
主控软件是智能对中系统的神经中枢。它向上承载人机交互与任务编排,向下统一驱动机器人平台、末端对中测量硬件与三维算法,将分布于现场的工业相机、投影光机、激光轮廓传感器、扫描电缸与机器人本体编织成一条"测量—解算—补偿—执行"的实时闭环,使整套系统以单一界面、单一任务流对外呈现一致的操作体验与可追溯的运行记录。围绕大长径比深盲孔内壁喷涂的对中需求,软件以对正误差 ≤ φ0.5 mm、对正时间 ≤ 60 s、单次闭环周期 ≤ 5 s、入口偏差 Φ ≤ 5 mm 等既定指标作为设计与验收基线展开。
2.2.1 软件总体架构
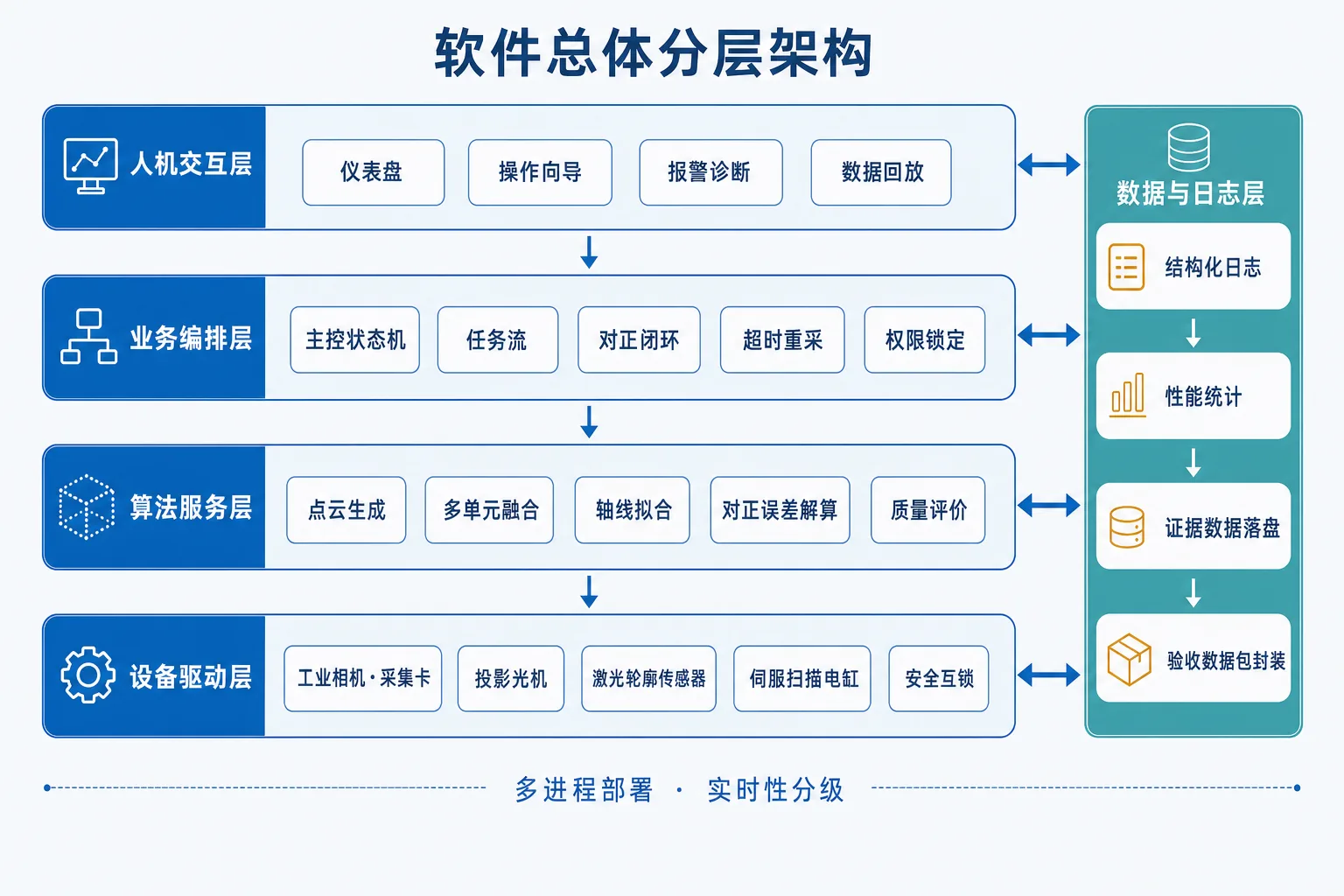
软件采用稳定的五层分层架构,自下而上依次为设备驱动层、算法服务层、业务编排层、人机交互层与数据日志层。设备驱动层统一纳管工业相机与高速采集卡、LCoS 投影光机、激光轮廓传感器、微型伺服扫描电缸以及安全互锁 I/O,屏蔽底层差异并对上提供一致的设备抽象;算法服务层承担点云生成、多单元融合、轴线拟合、对正误差解算与质量评价;业务编排层运行主控状态机、任务流、对正闭环以及超时、重采、权限与锁定等策略,是全系统行为的总调度;人机交互层提供仪表盘、操作向导、报警诊断与数据回放;数据日志层负责结构化日志、性能统计、证据数据落盘与验收数据包封装。各层职责清晰、单向调用,保证系统在长期运行中的稳定性与可维护性。
为兼顾高吞吐采集与实时解算,软件采用多进程部署,将界面渲染、任务编排、结构光采集、激光轮廓采集、算法解算与异步落盘分置于相互隔离的进程,采集、解算、通信、落盘各行其道、互不阻塞,并通过零拷贝大数据通道在进程间高效传递点云等大体量数据,最大限度降低传输开销。在此基础上,软件对全链路实行实时性分级管理:投影—相机硬同步触发、扫描驱动闭环与位置反馈采样归入硬实时链路,点云生成、拟合、对正补偿输出与机器人确认归入软实时链路,界面刷新与报表生成归入非实时链路;三级链路在调度优先级上分层保障,确保关键时序不被界面或落盘任务干扰。
2.2.2 人机交互与功能模块
软件以一套定稿的操作界面统揽全部现场操作。操作主界面默认停驻于自动对正态:顶栏汇集系统标识、实时时钟、操作员与设备在线总览;其下贯通一条 S0—S8 状态机条,将上电自检、待机、标定、安装确认、喷枪测量、拆卸锁定、内孔测量、自动对正、喷涂各环节以高亮方式标示当前所处节点。界面主体以功能卡片分区组织:三维对正视口实时渲染内孔轴线、喷枪轴线、融合点云与机器人位姿,并叠加两轴线最短距离 d 与夹角 θ 的现场标注;对正误差卡以大号读数呈现 d、θ 与 TCP 偏置 Δp,并联动入口偏差 Φ_init 与判定通过徽标;质量指标卡以环形仪表分列内孔测量与喷枪测量各自的覆盖率、拟合残差与置信度;迭代收敛卡绘制 d、θ、Δp 随迭代下降的曲线,配合 60 s 倒计时、迭代次数 N/8 与收敛判定条件,以 d、θ、Δp 同时进入既定收敛门限为通过判据;设备状态卡集中显示三台相机、投影光机、轮廓传感器、扫描电缸、工控机、机器人、安全互锁与喷涂许可的在线灯及标定版本号;报警与诊断卡给出报警等级、错误码、建议动作以及温度、风扇、丢帧丢包趋势与事件日志。界面底部常驻对正总时长与闭环周期计时,并设启动、暂停、终止、重采、报警确认与"一键导出验收数据包"操作按钮。
围绕完整作业链条,软件另设标定管理、喷枪轴线测量向导、拆卸确认锁定、内孔测量/融合、自动对正执行、报警与诊断、数据回放与导出共七个功能页,与操作主界面一道构成全部已实现的人机交互能力,详见表 2-3。
| 功能页 | 主要职责 | 关键信息与操作 |
|---|---|---|
| 操作主界面(自动对正) | 全局实时总览与闭环监控 | 状态机条、三维对正视口、误差/质量/收敛/设备/报警卡、计时与操作按钮、一键导出 |
| 标定管理 | 标定文件管理与核验 | 双标定板残差、三单元标定状态、重投影残差快检、加载/保存/快检/版本锁定 |
| 喷枪轴线测量向导 | 喷枪轴线激光轮廓扫描 | 安装确认、700/900 mm 对齐检查、覆盖率/残差/置信度门限校核、测量/重采/保存 |
| 拆卸确认锁定 | 强制防干涉锁定 | 风险提示、操作员双确认、喷涂许可锁定、喷枪轴线结果固化 |
| 内孔测量/融合 | 内孔点云采集与孔轴线解算 | ROI 设定、三单元采集融合、盲区提示、孔轴线输出、重采/保存 |
| 自动对正执行 | 对正闭环过程监控 | 启动/暂停/终止、d/θ/Δp 曲线、60 s 倒计时、迭代计数、收敛判定 |
| 报警与诊断 | 现场排障与恢复 | 报警分级、错误码与建议动作、温度/风扇/丢帧丢包诊断、报警确认/设备重连/诊断包导出 |
| 数据回放与导出 | 复核追溯与验收 | 批次/单件回放、点云与曲线回放、统计报表、一键导出验收数据包 |
标定管理页对大尺寸玻璃基与小尺寸哑光陶瓷基双标定板的角点残差进行亚像素级核验,汇总相机、光机、采集卡的标定状态与重投影残差,提供标定文件加载、保存、快检与版本锁定,并以版本号锁定生效配置与适用硬件序列号(图 2-9)。喷枪轴线测量向导以激光轮廓扫描方式重建喷枪枪杆轴线,逐步引导安装确认、枪杆 700/900 mm 对齐检查、开始测量与保存,并对扫描段覆盖率、有效点数、拟合残差与置信度逐项进行门限校核(图 2-10)。拆卸确认锁定页以风险提示与操作员双确认强制确认测量工装已拆卸,确认前持续锁定喷涂许可,从源头杜绝喷涂干涉,同页固化并展示喷枪轴线测量结果。内孔测量/融合页设定 ROI 并组织三单元结构光采集与点云融合,给出孔轴线参数与覆盖率、残差、置信度,对覆盖不足区域弹出盲区提示并锁定保存(图 2-11)。自动对正执行页完整呈现闭环过程,含启动、暂停、终止、迭代计数、d/θ/Δp 曲线、60 s 倒计时与收敛判定。报警与诊断页按提示、警告、故障停机、安全停机分级列示报警,给出错误码与建议动作,并集成相机、采集卡、工控机的温度、风扇与丢帧丢包诊断及报警确认、设备重连、诊断包导出。数据回放与导出页支持按批次与单件检索历史,回放点云与对正曲线,汇总通过率、均值与高分位等统计报表,并一键导出验收数据包(图 2-12)。
2.2.3 工作流与主控状态机
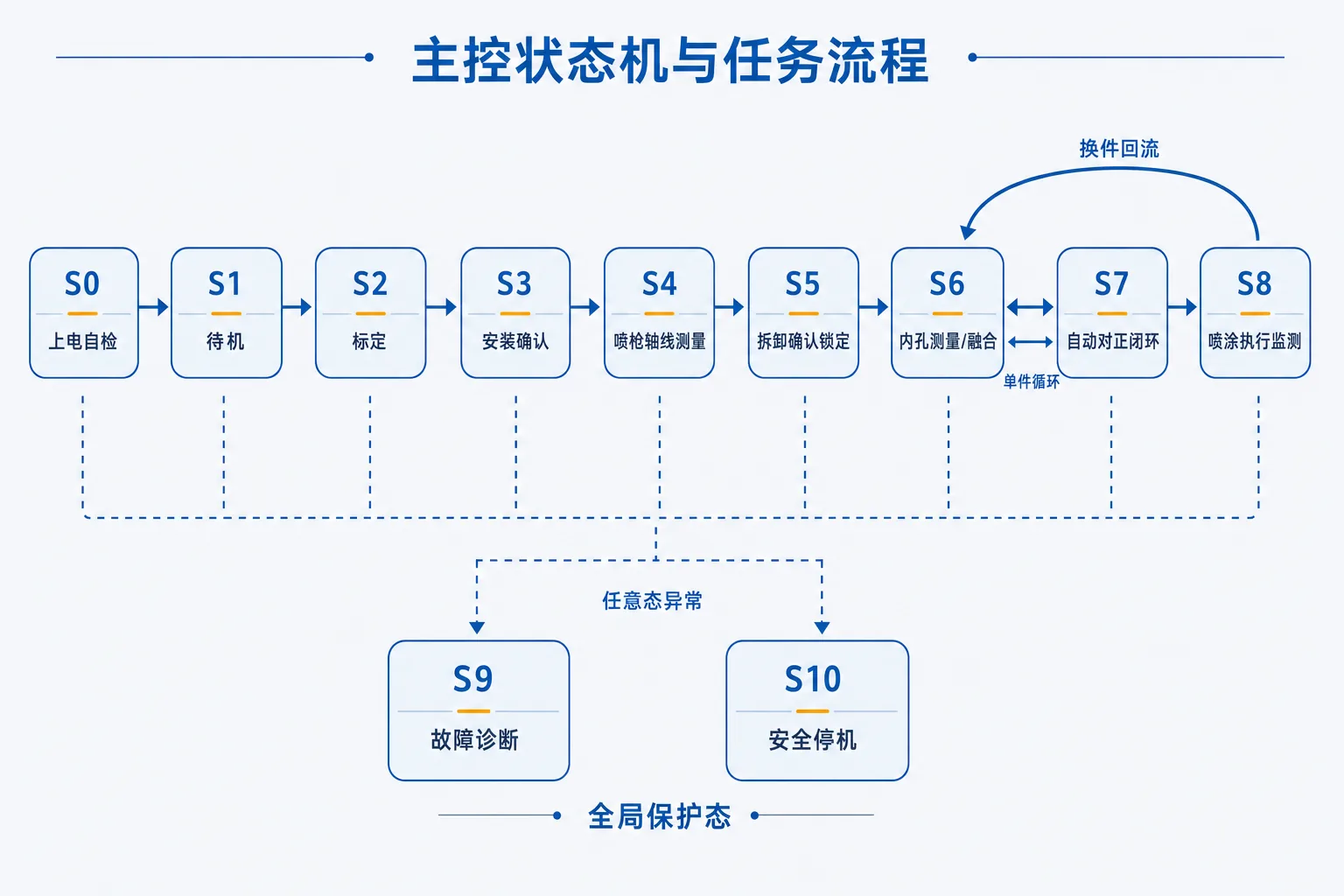
软件以一台主控状态机统驭全部作业流程,覆盖 S0 至 S10 共十一个状态(表 2-4)。系统上电后经 S0 自检进入 S1 待机;首次部署或周期复校时进入 S2 完成标定与快检;批次开始时依次经 S3 安装确认、S4 喷枪轴线测量、S5 拆卸确认锁定完成批次准备;进入单件流程后,每件工件经 S6 内孔测量与融合、S7 自动对正闭环,达到收敛后由 S8 输出喷涂许可并监测喷涂执行,换件后回到 S6 循环。S9 故障诊断与 S10 安全停机作为全局保护态,任意环节出现质量超限、通信中断、超时或互锁触发时即时介入,强制将喷涂许可置零、固化证据数据并要求人工复位。其中,S3 安装确认与 S5 拆卸确认锁定是贯穿流程的强制防干涉环节:喷枪测量工装未经双确认拆卸,系统绝不放行喷涂许可,确保测量硬件与喷涂作业在时序上严格互斥。
| 状态 | 名称 | 主要动作 |
|---|---|---|
| S0 | 上电自检 | 设备枚举、版本与标定文件校验、心跳建立 |
| S1 | 待机 | 等待任务选择 |
| S2 | 标定 | 标定与快检、版本锁定(其间锁定喷涂许可) |
| S3 | 批次准备·安装确认 | 强制安装确认、加载扫描段检查项 |
| S4 | 喷枪轴线测量 | 激光轮廓扫描 → 拟合 → 质量判定 → 结果固化 |
| S5 | 拆卸确认锁定 | 强制双确认、喷涂许可保持禁用直至确认 |
| S6 | 单件内孔测量·融合 | 三单元结构光采集 → 融合 → 孔轴线拟合 → 质量判定 |
| S7 | 自动对正闭环 | 计算 d/θ/Δp → 输出补偿 → 等待确认 → 复测迭代 → 收敛判定 |
| S8 | 喷涂执行监测 | 输出喷涂许可、记录喷涂监测数据 |
| S9 | 故障诊断 | 喷涂许可置零、固化证据数据、输出错误码、人工复位 |
| S10 | 安全停机 | 互锁触发、运动冻结、解除后人工复位 |
2.2.4 数据流与证据留存
系统的运行数据沿一条清晰主线流动:三单元结构光时分复用采集与激光轮廓扫描采集得到的原始数据,经算法服务层生成并融合为点云,进而解算出内孔轴线、喷枪轴线及对正误差 d、θ、Δp;业务编排层据此输出 TCP 平移补偿量并下发机器人,待收到机器人确认后完成一次闭环迭代,循环至各项收敛判据同时满足;唯有对正通过且拆卸确认到位,系统方输出喷涂许可。全过程中,入口偏差、逐次迭代的误差与质量指标、计时分解、重采记录、版本与硬件序列号等均被结构化留存,融合点云、枪杆点云、拟合结果与对正曲线作为证据数据落盘。所有与验收相关的记录最终归集为结构固定的验收数据包,并附完整性校验以保证内容不可篡改,操作员在界面上一键即可导出,为系统的可追溯与第三方复核提供完整证据链。
2.2.5 系统集成与设备接口编排
作为系统集成的中枢,主控软件统一编排与机器人控制器及各测量设备的协同。面向机器人控制器,软件以稳定的以太网链路维持周期心跳,按事件下发每轮闭环的位姿补偿并校验确认回执,统一管理喷涂许可与安全互锁的联动;链路异常或确认超时时自动转入保护态并支持断线重连。面向测量设备,软件统一调度三单元结构光的时分投影序列与相机硬同步触发,保证同一时刻仅一路投影出光、对应相机同步曝光,并以统一时基将三单元帧组对齐融合;对激光轮廓扫描,软件将轮廓数据与扫描位置反馈按统一时间基准对齐插值,连续重建喷枪轴线。各类设备接口均已标准化并纳入版本与校验机制,设备替换与现场维护具备良好兼容性。至此,软件将机器人平台、末端测量硬件与三维算法贯通为协调一致的有机整体,而支撑这一闭环的核心三维算法,将在下文展开。
2.3 算法设计
三维算法是本系统由"测得到"走向"对得准"的中枢。它将末端测量硬件采集的图像与轮廓数据,逐级转化为内孔轴线、喷枪轴线及二者的相对位姿,并据此生成补偿指令驱动机器人完成自动对中。算法与机器人平台、末端测量硬件、主控软件深度耦合,构成"感知—解算—执行"一体化闭环,是系统在大长径比深盲孔工况下稳定达成既定对中指标的核心支撑。
2.3.1 总体算法链与处理流程
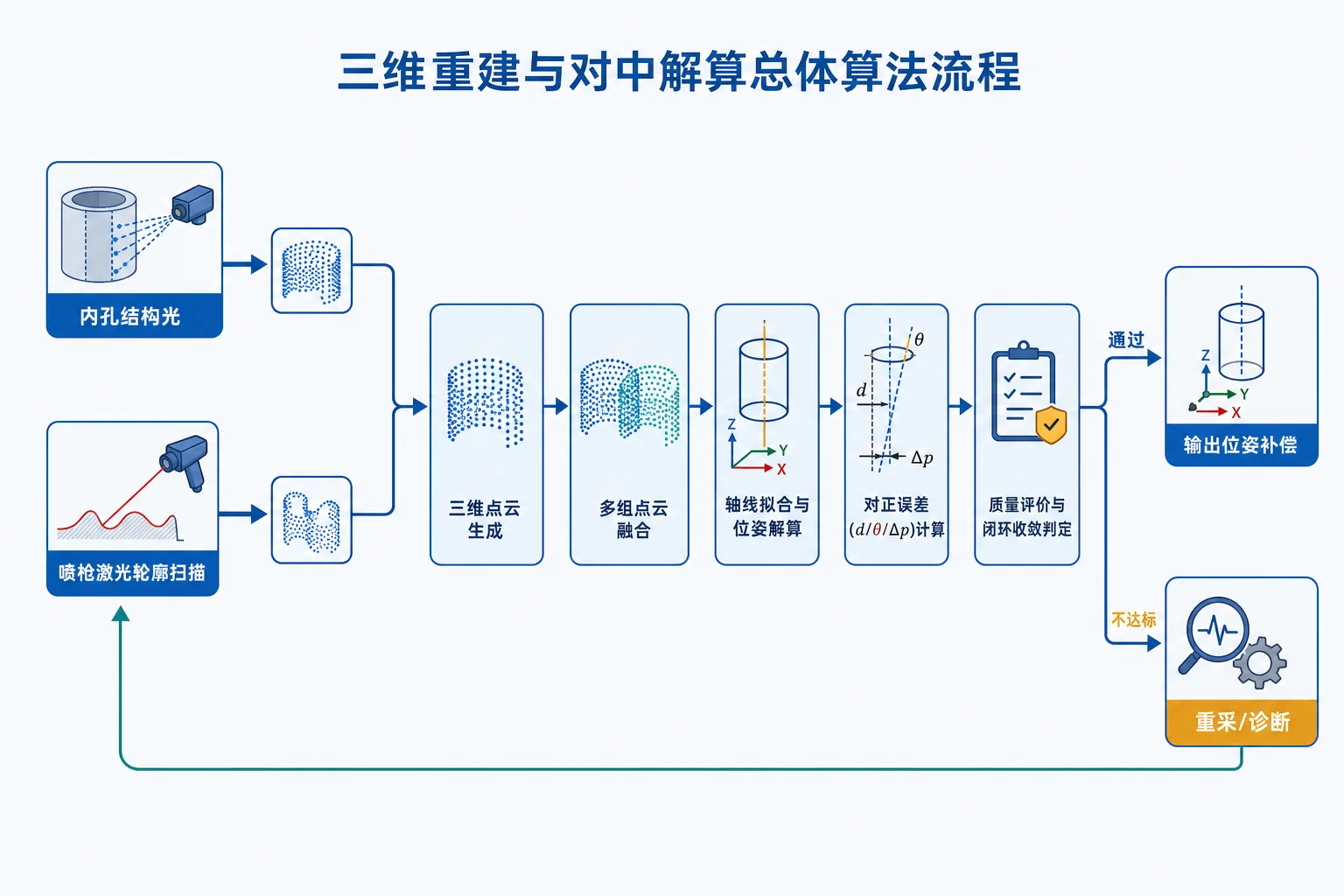
系统解算遵循一条贯通的算法链:三维点云生成 → 多组点云融合 → 轴线拟合与位姿解算 → 对正误差(d/θ/Δp)计算 → 质量评价与闭环收敛判定。前端由内孔结构光与喷枪激光轮廓扫描分别提供孔壁与枪杆的三维点云;中段在统一坐标系下完成点云融合、轴线提取与两轴相对位姿求解;末端将对正误差送入收敛判据,输出位姿补偿并回写日志。算法以多进程方式部署,采集、解算、通信与数据落盘相互分离并按实时性分级调度,使单次"测量—解算—补偿"闭环控制在既定节拍内,同时保证证据数据完整留存、全程可追溯。流程总览见图 2-14。
2.3.2 内孔三维点云生成
内孔点云由三结构光单元沿孔轴周向 0°/120°/240° 协同获取,经"编码—解码—相位求解—三角重建"四步生成。采集采用时分复用:同一时刻仅一路投影出光、对应相机硬同步曝光,三单元依次成像而互不串扰,机器人末端在采集窗口内保持静止。编码以格雷码与相移条纹相结合为主、单帧双频相位为辅,兼顾解算精度与节拍弹性;解码阶段逐像素求取包裹相位并完成相位展开,建立相机像素与投影坐标的对应。三角重建由相机视线与投影视线在空间交会得到三维点,并以视线一致性门控与深度门控剔除反光跳点及量程外杂点,锁定工作距离基准约 1200 mm、可重建深度约 100 mm 的有效段。生成的点云经外点滤波与下采样后统一到末端测量装置基座坐标系,并同步输出覆盖率、噪声、融合残差等质量指标;任一环节质量不达标即返回失败码并阻断后续解算,避免劣质数据进入对正链路。
2.3.3 任意光机—相机组合的多组冗余点云生成
在深盲孔的外部远距离测量中,孔口遮挡、孔壁反光与单元局部失效是点云完整性的主要威胁。系统在此处确立了本项目的核心创新——任意光机—相机组合的多组冗余点云生成。
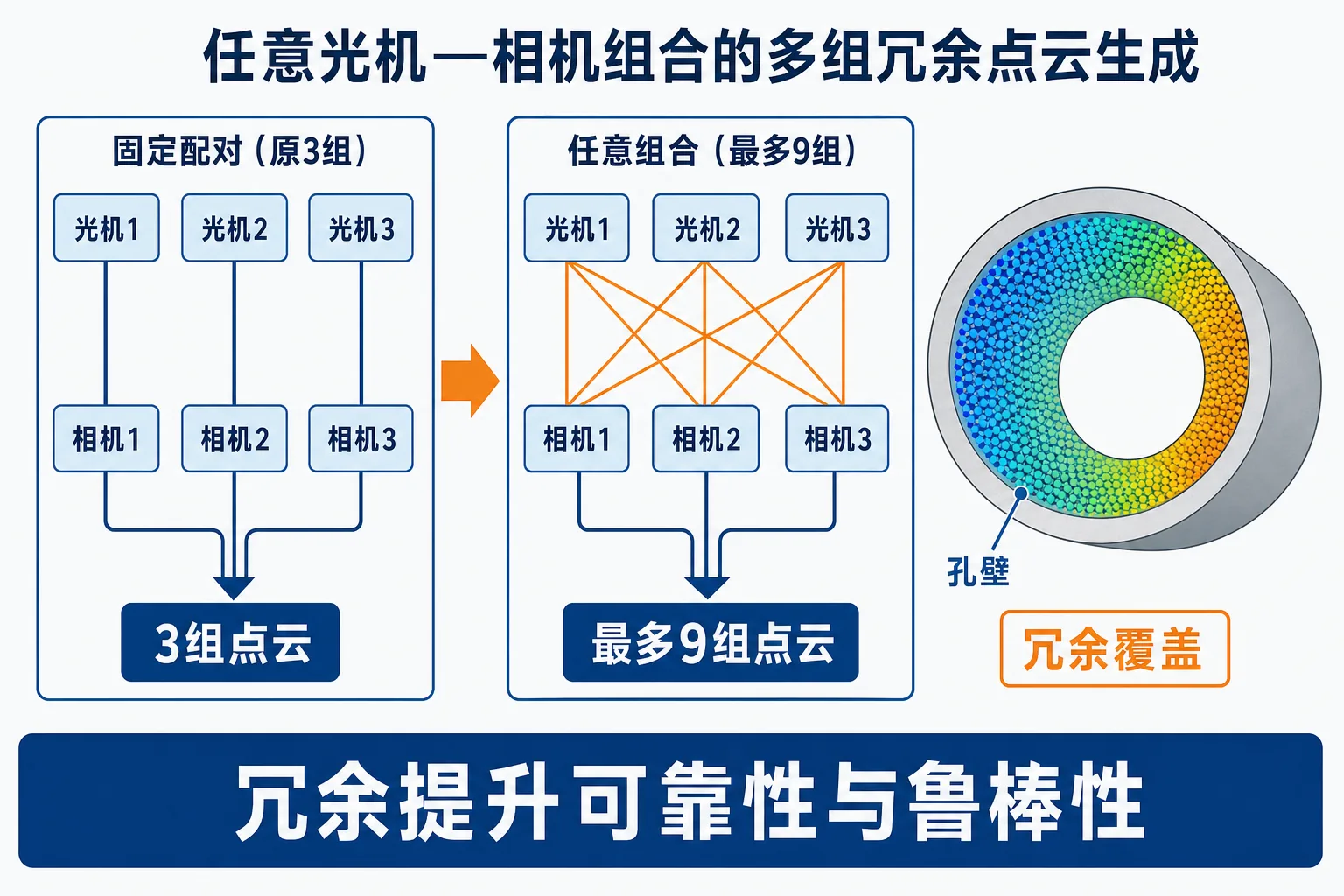
常规结构光重建以"固定配对"为前提:每个测量单元由其内部唯一的一台投影光机与一台相机绑定,各自重建一组点云,三单元合计仅得三组点云。这一范式下,任一单元的相机或光机受扰,对应几何即整组失效,系统冗余度有限,对遮挡与反光的容忍空间不足。
本系统解除了"光机—相机"之间的固定绑定约束:投影光机投出的结构光编码在空间上具有唯一性,凡能观察到该编码的相机皆可与之构成一组有效的三角重建几何。由此,三台投影光机与三台相机不再一一对应,而是交叉组合,最多可产出九组点云,供后续融合与轴线解算调用。其中部分交叉配对的基线与夹角并非最佳几何位置,单组点云的完整性未必完美;但正是这些"非最优"组合带来了对同一孔壁的大量冗余观测——多重视角、多重几何同时覆盖同一区域,使遮挡盲区、反光缺失与单元退化能够被其余组合互补填补。冗余从根本上改变了系统对扰动的响应方式:由"单一几何、一损俱损"转为"多重几何、彼此兜底",显著提升了点云生成对遮挡、反光与单元失效的可靠性与鲁棒性。该创新是一次重建范式的跃迁——从三组固定点云扩展为最多九组冗余点云,属方法层面的创新,并专门服务于内孔结构光重建。其几何关系与组合方式见图 2-15。
2.3.4 内孔轴线与喷枪轴线的拟合与位姿解算
对中的实质是求取并对齐两条空间轴线,二者的提取共用统一的几何拟合框架。
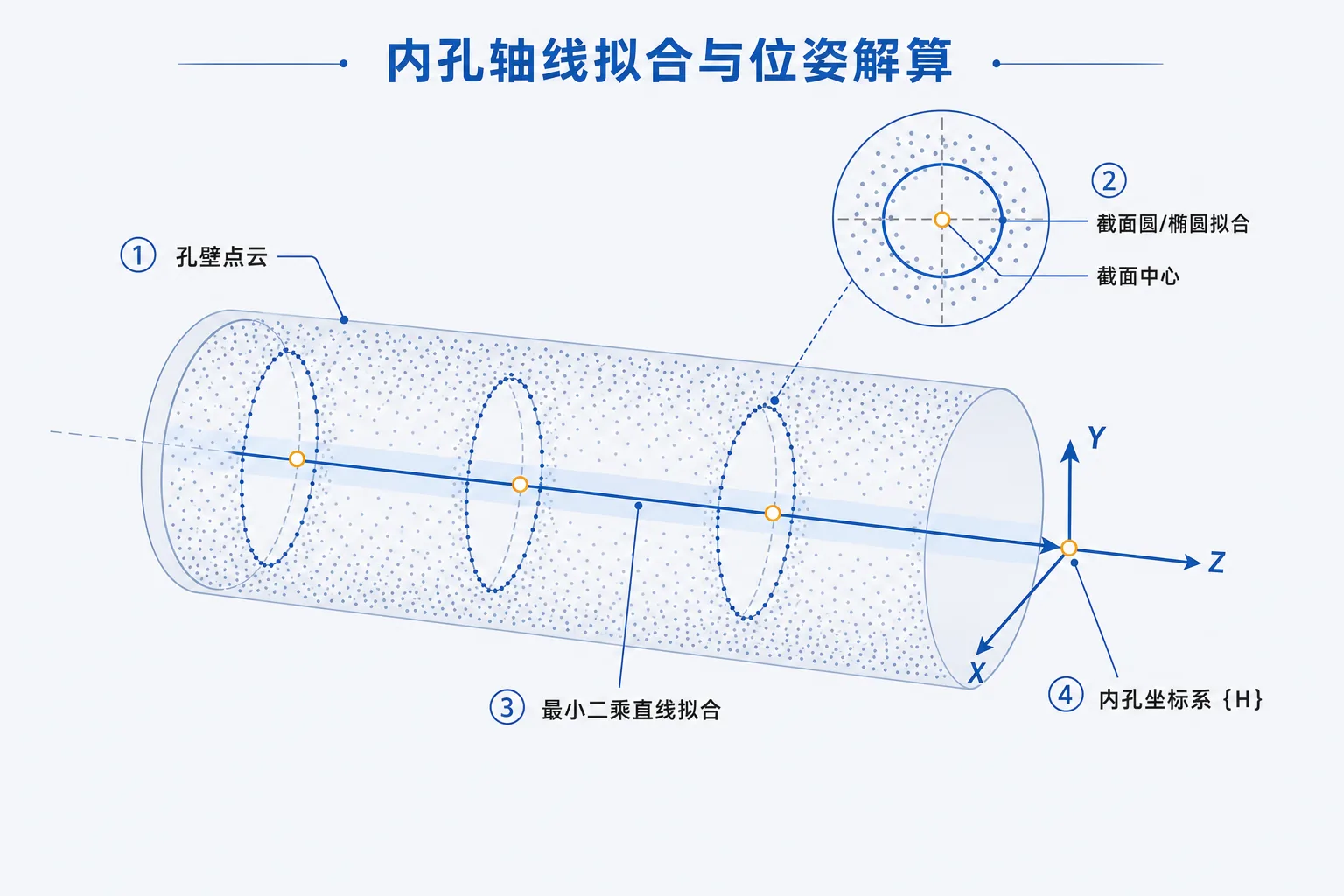
内孔轴线由融合后的冗余孔壁点云解算:沿轴向截取多个薄层截面,对各截面执行圆(必要时椭圆)拟合得到截面中心,再以最小二乘对中心点集拟合空间直线作为轴线,并据此构建内孔坐标系输出位姿;当截面覆盖不足时自动转入直接圆柱模型拟合作为稳健备选。拟合全程施加孔径先验、截面覆盖率、法向一致性与残差约束,并输出覆盖率、内点率、残差与置信度等可审计指标。针对深孔有效轴向基线偏短、方向估计对噪声敏感的特点,系统借助多视冗余与多帧融合增强方向稳定性。内孔轴线拟合与位姿解算见图 2-16。
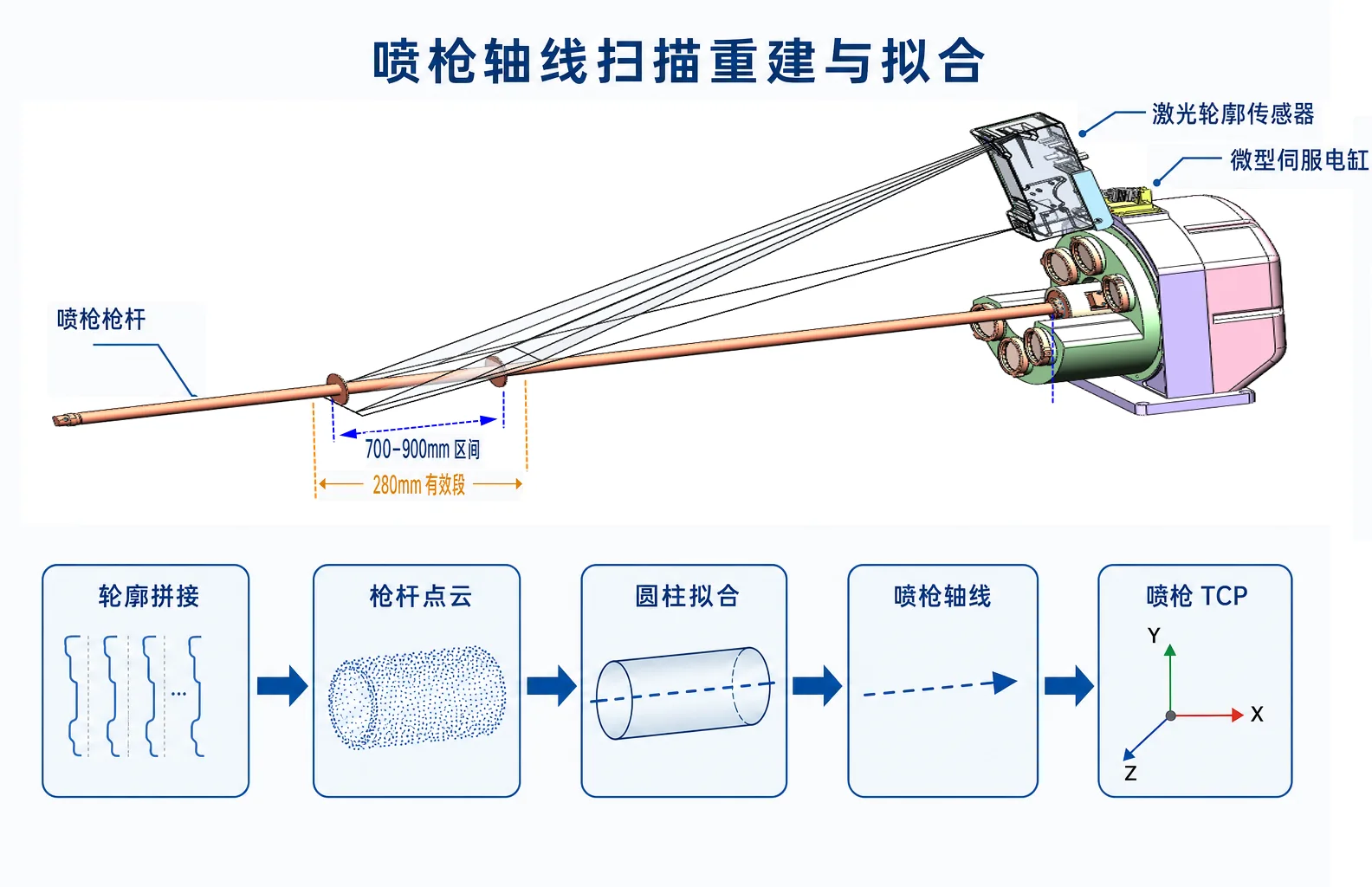
喷枪轴线由激光轮廓扫描重建:微型伺服电缸驱动激光轮廓传感器沿枪杆连续扫描,在280 mm 有效段内覆盖枪杆 700–900 mm 区间;逐帧轮廓依扫描位姿反馈作时空同步与插值对齐,拼接为枪杆三维点云。轴线拟合以圆柱模型的随机采样一致性求取初值,再以非线性最小二乘精修,并通过半径一致性诊断排除支架、线缆等伪圆柱干扰;批次启动前执行重复扫描以校核方向与位置稳定性。最终输出喷枪轴线及由其参数化得到的喷枪 TCP 位置与姿态。系统配套的模拟喷枪枪杆(1.3 m 高精度长杆)为该环节提供高一致性的测试对象。喷枪轴线扫描重建与拟合见图 2-17。
2.3.5 系统标定与多坐标系统一
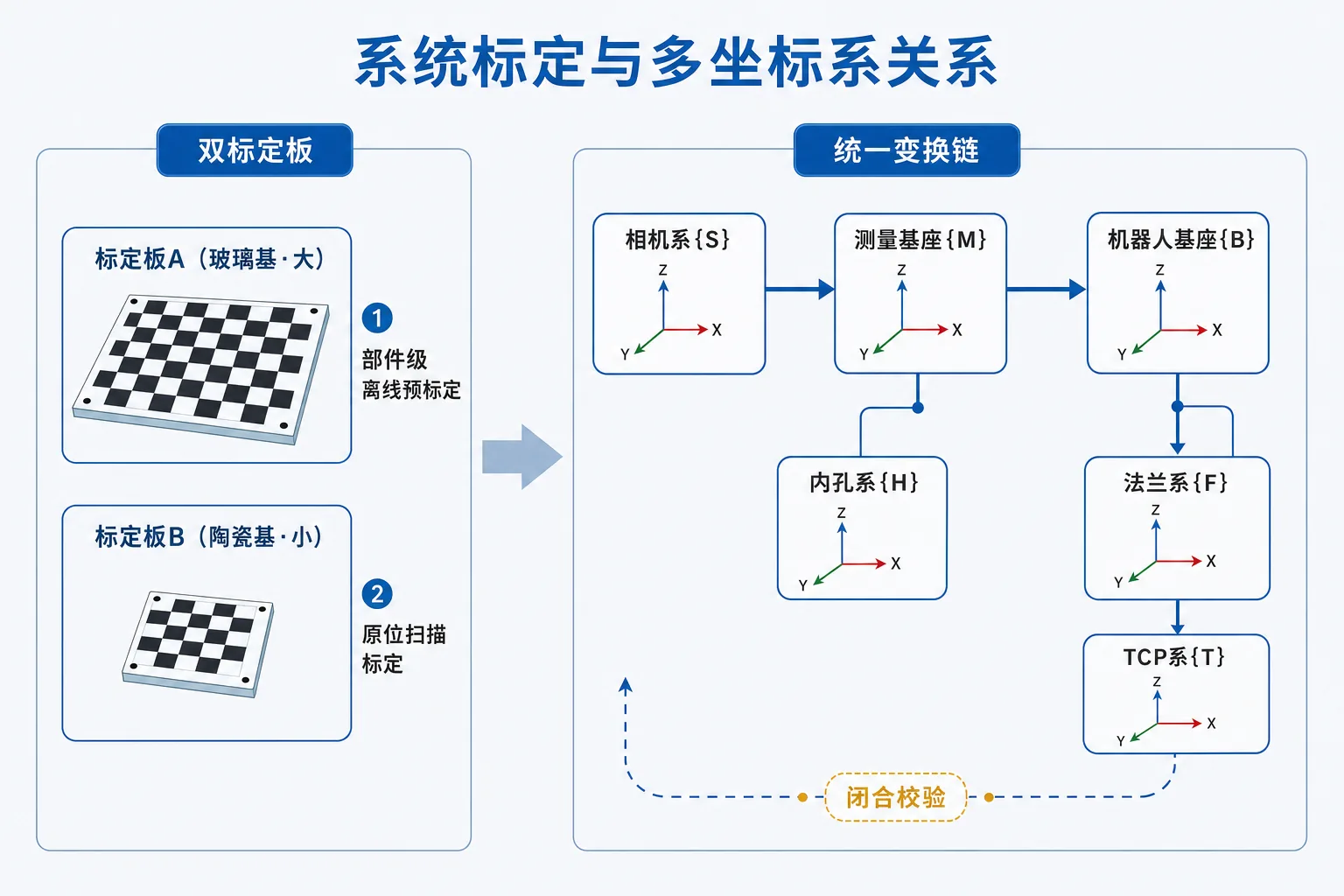
高精度对中以严密标定为前提。系统采用双标定板配置(大凡光学定制)——大尺寸玻璃基与小尺寸哑光陶瓷基,均为非对称圆点阵列高精度标定板,分别承担系统外参联合标定与内参精细标定及现场快检。标定采用分层策略:相机与投影光机的内部光学参数在洁净环境下离线预标定并机械固化;整机总装后,以滑台带动标定板沿孔轴多位置原位扫描,构建覆盖不同孔深的"虚拟三维场",一次性解算单元内位姿与三单元全局拼接关系,并经物理基准规将测量基准对齐至工件设计基准。由此,从图像、相机、投影光机、测量单元到末端测量装置基座坐标系 {M},再到机器人基座坐标系 {B},并贯通内孔坐标系 {H}、机器人末端法兰坐标系 {F} 与喷枪 TCP 坐标系 {T},形成可闭合、可校验的统一变换链;闭合误差超限即判失败并触发标定复核。标定残差控制点到为止:重投影残差控制在亚像素量级,重叠区拼接偏差与轴线方向偏差控制在设计容限之内。坐标系与主要输出量定义见表 2-5,多坐标系关系见图 2-18。
| 类别 | 符号 | 名称与含义 |
|---|---|---|
| 坐标系 | {B} | 机器人基座坐标系,对正控制与验收记录的统一基准 |
| 坐标系 | {F} | 机器人末端法兰坐标系 |
| 坐标系 | {T} | 喷枪 TCP(工具中心点)坐标系 |
| 坐标系 | {H} | 内孔坐标系,以内孔轴线为 Z 轴 |
| 坐标系 | {M} | 末端测量装置基座坐标系,三单元点云统一与融合基准 |
| 坐标系 | {S1/S2/S3} | 三结构光单元相机坐标系 |
| 坐标系 | {L} | 激光轮廓传感器坐标系 |
| 内孔轴线 | — | 轴线方向、孔口参考点与内孔坐标系位姿({H} 相对 {M}/{B}) |
| 喷枪轴线 | — | 轴线方向、过点与 TCP 位置姿态({T} 相对 {F}/{B}) |
| 对正量 | d、θ、Δp、Φ | 两轴最短距离、夹角、TCP 偏置向量与入口初始偏差 |
| 质量与判定 | — | 覆盖率、拟合残差、置信度及对正通过判定 |
2.3.6 对正误差解算与闭环收敛
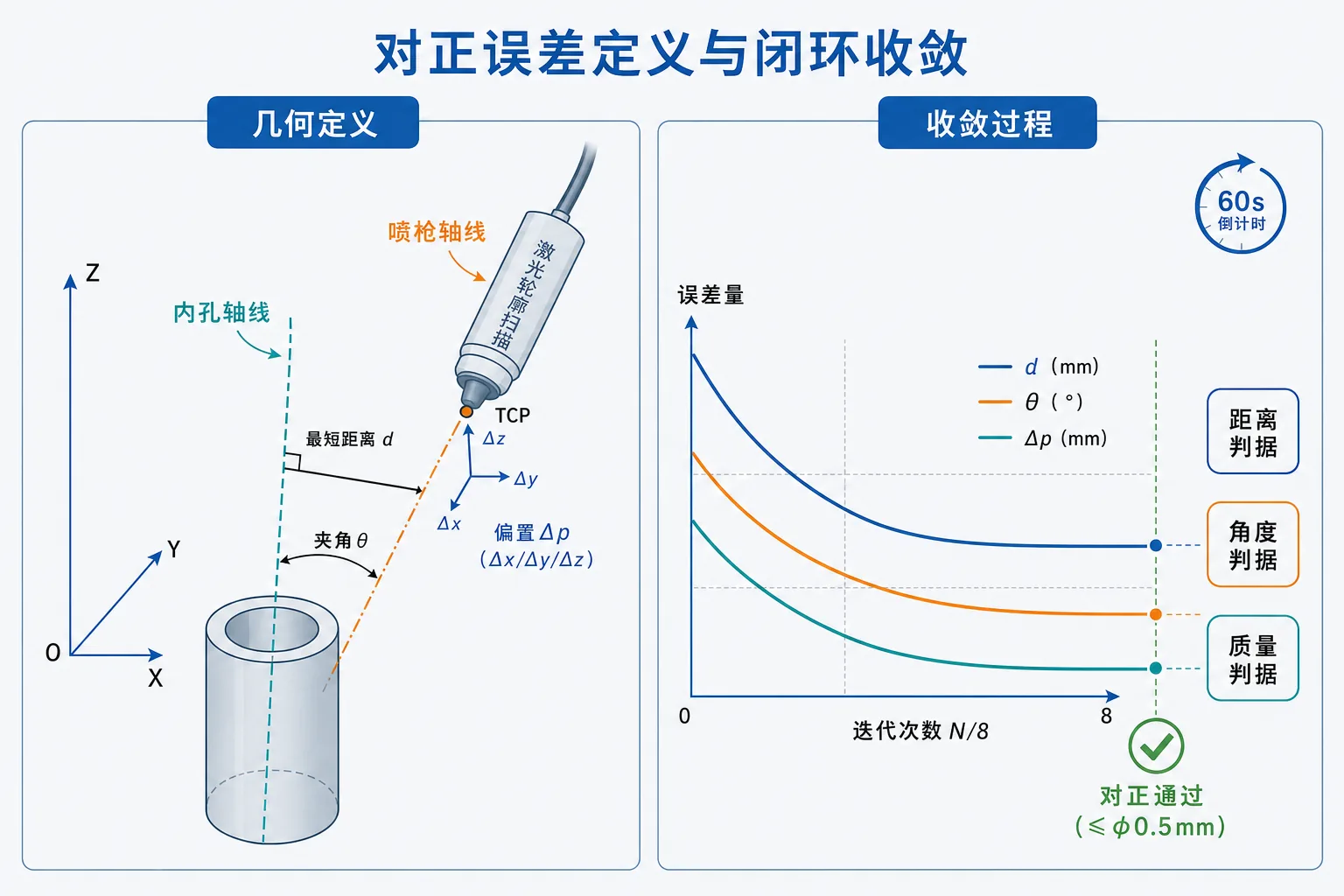
内孔轴线与喷枪轴线经标定链统一到机器人基座坐标系后,系统据此计算对正量:两轴线最短距离 d、两轴线夹角 θ,以及喷枪 TCP 的平移补偿向量 Δp(Δx/Δy/Δz)。对正闭环采用距离、角度、质量三重判据:距离判据要求 d 收敛至对正误差 ≤ φ0.5 mm;角度判据要求 θ 收敛至与深孔几何相匹配的微小量级,并与 d 共同收敛,禁止仅凭距离达标即判通过;质量判据要求点云覆盖率、拟合残差与置信度同时满足门限。对正自入口偏差 Φ ≤ 5 mm 起步,以"测量—解算—补偿"为单次闭环(单次周期 ≤ 5 s)逐次迭代,迭代次数以 N/8 计、并在 60 s 倒计时内完成收敛;若质量判据未达标,则触发重采、换姿态或诊断处置而非盲目迭代。三判据同时满足即判定对正通过并输出验收数据。对正误差定义与闭环收敛过程见图 2-19。
至此,机器人平台、末端测量硬件、主控软件与三维算法在同一算法链上协同闭合,将分散的现场感知凝练为可判定、可收敛、可追溯的自动对中能力,为系统整体达成既定技术指标奠定了坚实的算法基础。
三、系统实施与现场集成
在确立总体方案并完成软硬件与三维算法设计之后,本系统由六轴工业机器人平台、集成于机器人末端的对中测量硬件、高性能主控软件与三维测量算法四者有机集成,经装配、联调与现场部署,已在生产车间完成落地并通过整机试运行。整个实施过程围绕"一次安装、整体闭环"的工程目标推进,使机器人运动、末端测量、数据解算与对正补偿在统一平台上协同贯通,形成可连续作业的成熟装置。
3.1 测量总成装配与末端集成
测量硬件以统一机械基座为骨架完成总成装配。沿内孔轴线周向 0°、120°、240° 均布的三组结构光单元集成到位,每组单元由一台高分辨率全局快门工业相机与一台 LCoS 投影光机精密配对安装,光轴交会关系按设计基准(单元内夹角、基线与相机/投影偏角)调校固定;用于喷枪轴线重建的激光轮廓传感器与微型伺服电缸完成扫描机构装配;面向光学窗口与镜头的气吹清洁管路随总成一体敷设并完成防护接管。装配完成的测量总成经末端法兰与机器人手腕对接,依靠定位销与中心通孔实现末端集成与走线穿管的统一,保证测量基座相对机器人末端的位姿稳定可复现。
线缆与气路敷设采用拖链集中走线方式:相机高速采集链路、投影触发与设备供电、轮廓传感与扫描控制信号以及气吹气路分层敷设、强弱电分槽,运动端统一设置应力释放与快拆连接,确保机器人大范围运动下连接可靠、信号完整、气路通畅。
3.2 标定与软硬件联调
标定环节采用大尺寸玻璃基与小尺寸哑光陶瓷基两种非对称圆点阵列高精度标定板,完成相机内参、单元间外参以及机器人末端到测量基座的标定链解算,并经标定链闭合校验确认有效;标定结果由主控软件的标定管理功能加载、快检并锁定版本,作为后续测量与解算的统一坐标基准。
设备联机阶段,三台相机、三台投影光机、三路采集卡、激光轮廓传感器、伺服电缸、高性能图形工作站与机器人控制柜完成枚举上线,视觉采集网段与机器人通讯网段分段隔离、设备心跳建立稳定。在此基础上完成主控与算法联调:三组结构光单元按时分复用时序(同一时刻仅一路投影出光、对应相机硬同步曝光)稳定采集,喷枪轴线扫描的轮廓数据与位置反馈对齐,点云生成、多组冗余重建融合、轴线拟合与对正误差解算贯通,机器人联动握手与硬线安全互锁逐项校核,"测量—解算—补偿输出"闭环在工作站上完整跑通,各级实时性与诊断报警功能均按定稿口径投入运行。
3.3 车间部署与整机试运行
机器人本体与变位机已在车间就位固定,变位机用于装夹初测专用工装与测试用模拟工件;对中测量总成安装于机器人末端,为测试系统精度定制加工、模拟真实喷枪枪杆的 1.3 m 高精度长杆装至末端到位。整机通电后依主控状态机完成上电自检、待机、标定校核、喷枪轴线测量、内孔测量与融合、自动对正闭环直至喷涂执行监测的全流程试运行,三维对正视口、对正误差与质量指标实时呈现,迭代收敛与设备状态监视同步运转,对正误差、对正时间与单次闭环周期等关键动作均满足既定设计指标要求。
| 实施事项 | 主要内容 | 状态 |
|---|---|---|
| 测量总成装配 | 三单元结构光(相机+光机)周向布置、激光轮廓扫描机构、气吹清洁管路一体装配 | 已完成 |
| 末端集成 | 测量总成经末端法兰与机器人手腕对接、定位与走线穿管 | 已完成 |
| 线缆与气路敷设 | 采集/触发/供电/控制线缆与气路拖链分层敷设、运动端快拆 | 已完成 |
| 系统标定 | 双标定板标定、标定链闭合校验、标定版本锁定 | 已完成 |
| 设备联机 | 相机/光机/采集卡/传感器/工作站/机器人枚举上线、网段隔离 | 已完成 |
| 软硬件联调 | 状态机、时分复用采集、轴线解算与对正闭环、联动握手与安全互锁 | 已完成 |
| 车间部署 | 机器人与变位机就位、末端总成与模拟喷枪安装、整机通电试运行 | 已完成 |
综上,测量总成装配、末端集成、线缆与气路敷设、标定与软硬件联调、车间部署及整机试运行均已完成,系统安装到位、运行稳定,具备连续作业与正式验收条件,为软硬件成果与算法创新的系统化呈现奠定了坚实的现场基础。
四、测试与验收成效
系统集成完成后,机器人平台、末端对中测量硬件、主控软件与三维算法作为一个有机整体进入系统级测试与验收阶段。验收以既定技术指标为准绳,以过程可见、数据留存、结果可追溯为方法,对系统在接近真实工况下的对中能力进行客观核验,并由第三方检验与系统验收共同确认建设成效。
4.1 面向既定指标的验收方法与可追溯机制
测试与验收围绕系统的核心使命展开——在大长径比深盲孔内壁喷涂作业中,使喷枪相对内孔轴线实现高精度自动对中。验收项直接对应既定技术指标:对正误差 d(内孔轴线与喷枪轴线的最短距离)≤ φ0.5 mm、对正时间 ≤ 60 s、单次闭环周期 ≤ 5 s、入口初始偏差 Φ ≤ 5 mm,以及喷枪轴线有效扫描段(280 mm 有效段覆盖枪杆 700–900 mm 区间)、内孔结构光测量覆盖(ROI 200×200 mm、可重建深度约 100 mm)等,逐项构成清晰、可核验的验收依据。
可复核、可追溯是验收的基础。系统主界面在对正全程实时呈现关键量:三维对正视口同步显示内孔轴线、喷枪轴线、点云与机器人位姿;对正误差卡以大号读数给出 d、θ、Δp 与入口偏差;质量指标卡以环形仪表显示内孔测量与喷枪测量各自的覆盖率、拟合残差与置信度;迭代收敛卡实时绘制 d/θ/Δp 随迭代下降的曲线,并显示 60 s 倒计时、迭代次数与收敛判定条件。关键指标全程可见,使每一次对中的过程与结果都能被现场直接观察与判读。
在过程可见之上,系统提供完整的数据留存与一键导出能力。每次对正自动记录起止时间戳、入口初始偏差、最终对正量、逐次迭代的质量指标、重采记录、计时统计,以及软件与算法版本、硬件序列号等信息;融合点云、枪杆点云、拟合结果与对正曲线等证据数据按规则落盘留存。操作者在界面上一键导出验收数据包,即可生成涵盖元数据、逐次运行记录、证据数据与统计报表的结构化数据包,并随包输出校验文件、将导出动作写入事件日志。验收据此不局限于单次现场操作,而以可回放、可核对、可追溯的客观数据为支撑。
4.2 第三方检验与系统验收
依托上述指标体系与数据支撑,系统顺利完成第三方检验。机器人本体与变位机已安装于车间,整套末端对中测量硬件已交付并集成于机器人末端,模拟喷枪(1.3 m 高精度长杆,为测试系统精度定制加工)安装到位,主控软件所示全部功能投入运行。验收以测试用模拟工件与模拟喷枪工装构建接近真实作业的测试场景,按既定指标逐项核验对正精度、对正时间、单次闭环周期与扫描覆盖等关键项,并通过多轮重复运行考察结果的一致性与稳定性。第三方检验已完成,系统验收已通过,各验收项结论均为满足既定要求。
| 验收项 | 既定指标 | 验收结论 |
|---|---|---|
| 对正精度(喷枪 TCP 对正误差 d) | ≤ φ0.5 mm | 满足要求 |
| 对正时间 | ≤ 60 s | 满足要求 |
| 单次闭环周期 | ≤ 5 s | 满足要求 |
| 入口初始偏差 Φ | ≤ 5 mm(作为闭环触发判据) | 满足要求 |
| 喷枪轴线有效扫描段 | 280 mm 有效段覆盖枪杆 700–900 mm 区间 | 满足要求 |
| 内孔结构光测量覆盖 | ROI 200×200 mm,可重建深度约 100 mm | 满足要求 |
4.3 运行成效
测试与验收结果表明,机器人平台、末端对中测量硬件、主控软件与三维算法已融为协同闭环的有机整体,系统各项指标满足既定要求。在测量硬件全程位于内孔外部的约束下,三单元结构光对内孔轴线的重建与激光轮廓扫描对喷枪轴线的重建稳定可靠,对正闭环能够在既定时间窗内有效收敛,并将对正误差控制在既定范围之内。系统在重复运行中表现出良好的稳定性与一致性;报警与诊断、数据回放与导出等功能与运行监测相互配合,赋予系统可持续、可维护的现场作业能力。综合来看,系统已建成并通过验收,为大长径比深盲孔内壁喷涂的高精度自动对中提供了成熟、可靠的工程化解决方案。
五、创新点总结与结论
围绕大长径比深盲孔内壁喷涂中喷枪相对内孔轴线的高精度自动对中难题,本系统将六轴机器人平台、末端对中测量硬件、主控软件与三维算法熔铸为有机整体,形成"测量—解算—对正—验证"的完整闭环,并在工程实践中沉淀出若干原创性技术成果。
5.1 创新点总结
其一,任意光机—相机组合的多组冗余点云生成方法。突破测量单元内光机与相机固定配对的约束,使任一光机与任一相机均可构成一组点云重建,由三光机与三相机最多产出九组冗余观测,为融合解算提供大幅扩充的数据基础,显著增强系统对遮挡、反光与单元失效的可靠性与鲁棒性,是本系统的核心创新。
其二,三单元结构光沿孔轴周向互补布置,以时分复用方式协同采集并在统一坐标系下融合,有效消除深盲孔测量盲区,保证孔轴线重建的完整性。
其三,全部测量硬件始终位于内孔之外、不进入孔内,即可完成枪轴线与孔轴线的高精度测量及迭代对正闭环,规避了在深孔内部布置传感器的工程困境。
其四,构建全功能一体化主控软件与可追溯验收数据体系,将状态机管控、对正闭环、质量评估、报警诊断与验收数据封装贯通为统一工作流,支撑全过程证据留存与复现。
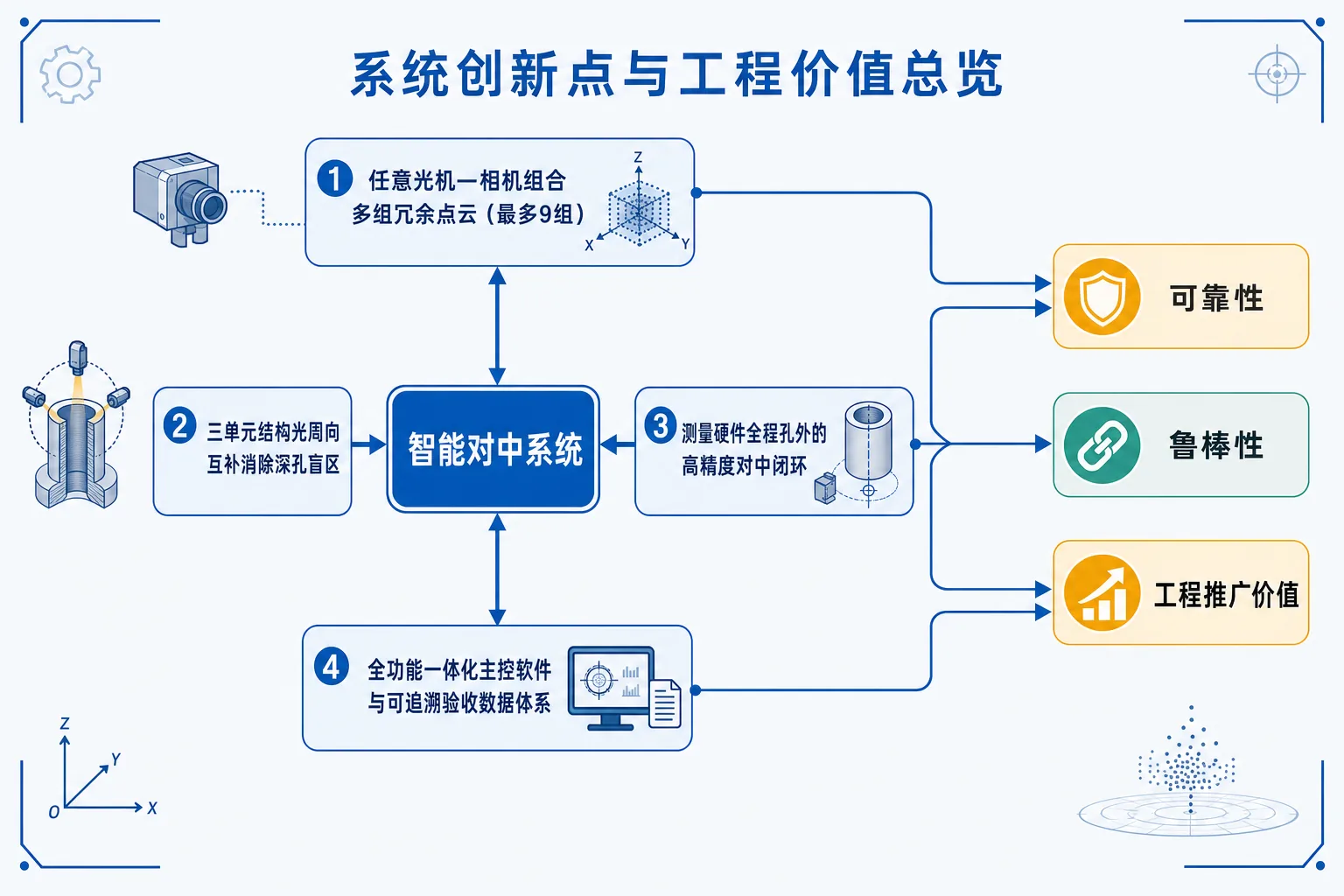
5.2 结论
本系统已完成研制、交付、安装与调试,软件全部功能均已实现,第三方检验与系统验收均已完成并通过。作为软硬件协同的有机整体,系统在对正精度、对正时间与闭环周期等方面满足既定技术目标,运行稳定、操作规范、结果可追溯,具备良好的工程应用基础与推广价值,可为同类大长径比深孔内壁喷涂的自动化对中作业提供成熟可靠的技术方案。
图表清单
- 图 1-1 系统整体组成与工作原理示意图
- 图 1-2 系统总体技术路线与闭环工作流程图
- 图 1-3 机器人平台与对中系统车间总体布置实物图
- 表 1-1 系统主要技术指标一览
- 图 2-1 对中系统机械总体三维设计图
- 表 2-1 系统主要硬件配置一览
- 图 2-2 三单元结构光周向互补布置示意图
- 图 2-3 单测量单元几何参数(θ/B/α_cam/α_prj)示意图
- 表 2-2 测量单元设计基准参数
- 图 2-4 末端集成与机器人法兰安装三维设计图
- 图 2-5 模拟喷枪高精度长杆工装实物图
- 图 2-6 对中系统末端总成现场安装实物图
- 图 2-7 软件总体分层架构图
- 图 2-8 操作主界面(自动对正)界面截图
- 表 2-3 操作界面主要功能页一览
- 图 2-9 标定管理界面截图
- 图 2-10 喷枪轴线测量向导界面截图
- 图 2-11 内孔测量/融合界面截图
- 图 2-12 数据回放与导出界面截图
- 图 2-13 主控状态机与任务流程图
- 表 2-4 主控状态机状态一览
- 图 2-14 三维重建与对中解算总体算法流程图
- 图 2-15 任意光机—相机组合的多组冗余点云生成创新示意图
- 图 2-16 内孔轴线拟合与位姿解算示意图
- 图 2-17 喷枪轴线扫描重建与拟合示意图
- 表 2-5 坐标系与主要输出量定义
- 图 2-18 系统标定与多坐标系关系示意图
- 图 2-19 对正误差(d/θ/Δp)定义与闭环收敛示意图
- 图 3-1 系统现场集成与装配实物图
- 图 3-2 现场软硬件联调实物图
- 图 3-3 车间整机部署总体布置图
- 表 3-1 现场实施与联调主要事项完成情况
- 图 4-1 验收数据包导出与验收记录界面示意
- 图 4-2 系统验收测试现场实物图
- 表 4-1 主要验收指标与结论
- 图 5-1 系统创新点与工程价值总览示意图